






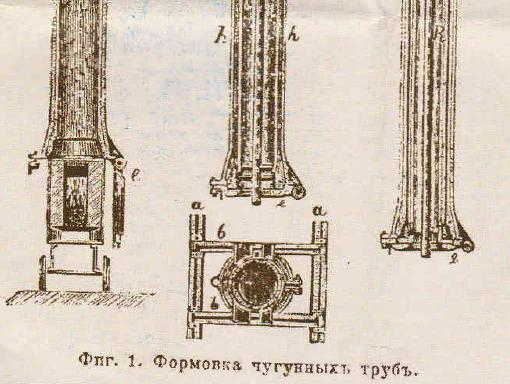
В России первоначально трубы производили методом печной сварки внакладку, при котором у листа железа скашивали кромки, чтобы при свертывании в трубу в месте шва при сварке не образовывалось утолщение. Лист нагревали до светло-красного каления и пропускали через чугунную матрицу особой формы (вначале плоской, потом постепенно переходящей в круглую), причем лист свертывался в трубу. Затем ее нагревали до сварочного жара в другой печи и пропускали на оправке через валки особой конструкции: два желобчатых по форме трубы валка-диска вращаются в вертикальной плоскости, а непосредственно за ними два таких же - в горизонтальной, при этом заготовка сваривается. Причем достаточно часто заготовка с первого раза не схватывалась и ее приходилось пропускать таким образом 2 раза и более, чтобы произошла сварка. Далее полученная труба правилась, для чего она пропускалась или через волочильное отверстие из белого чугуна, или между двумя поставленными наклонно друг к другу валками формы однополого гиперболоида. Диаметр таких труб в России в начале 20 века доходил до 700 мм.
Для газопроводов небольших диаметров (до 90 мм) обычно применялись трубы, сваренные встык, которые обладали меньшей прочностью, чем трубы сваренные внакладку. Материалом для таких труб являлось пудлинговое или мягкое литое железо, которое вначале прокатывалось в виде плоской полосы и нагревалось до светло-красного каления. Затем его с помощью деревянного молотка огибали окрук оправки и пропускали через волочильное отверстие, где специальные клещи зажимали конец полосы и сцепляли с движущей цепью волочильного станка. Далее процесс повторялся: трубу нагревали, пропускали через более узкое волочильное отверстие, и так несколько раз, пока труба не достигнет необходимого диаметра и при сдавливании все уменьшающегося отверстия не будет достигнута сварка. Обычно такие трубы выпускали диаметром от 10 до 76 мм.
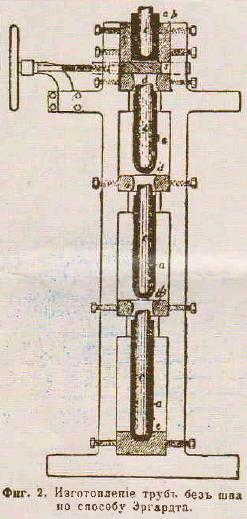
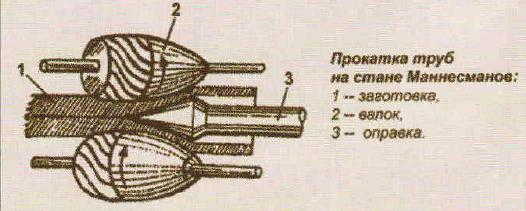
Изобретенный в 1885 г. способ прошивки братьев Маннесманов получил очень широкое распространение во всем мире. Вслед за станом Маннесманов был сконструирован еще ряд станов, среди которых наиболее известные - станы Эрхарда, Бриде и Фассля, которые также прижились в России. При прокате на стане Маннесманов круглую болванку пропускали между двумя косо поставленными друг к другу валками. Вследствие сил трения валки вращали заготовку, благодаря чему она как бы ввинчивалась в пространство между ними. Так как болванка была предварительно нагрета, металл заготовки начинал скручиваться и вытягиваться. В заготовке возникала полость, которая постепенно распространялась на всю ее длину. В результате нескольких таких операций получалась правильной формы труба с весьма высокими потребительскими свойствами. Именно этот процесс и лег в основу всех трубопрокатных станов, которые появились впоследствии, немного видоизменившись. Во многих технических статьях в начале 20 века рассказывалось о процессе прокатки труб по способу Эрхардта: цельную призматическую болванку помещали внутри матрицы и пробивали пунсоном. В это время болванка упиралась в задвижку, которая отодвигалась с помощью винта и прижимала болванку через ряд волочильных отделений.
Настоящий рывок в отечественном трубном производстве произошел в 80-е годы 19 века, когда на юге России один за другим стали появляться трубопрокатные заводы. В 1890г. дал первую продукцию Екатеринославский трубопроводный завод им. Гантке (сейчас Нижнеднепровский завод). В 1889 г. французскими братьями Шарлем и Жоржем Шодуарами было основано Акционерное общество российских трубопрокатных заводов с основным капиталом 3,5млн руб. Это общество построило в Екатеринославле, на котором производилась листовая продукция и трубы. Первую продукцию Екатеринославский трубопрокатный завод дал в 1892 г. На заводе построили цех по производству печной сваркой, в нем установили восемь нагревательных печей, восемь волочильных станов и шесть сварочных печей. Помимо непосредственно изготовления труб на заводе осуществлялась их отделка в соответствии с определенными свойствами, было налажено производство муфт, фланцев и других видов комплектующих изделий. Завод выпускал различные виды труб, в том числе оцинкованные, нефтепроводные, бурильные. В 1894 г. на заводе пущены первые станы печной сварки. В 1895 г. Русско-Бельгийским обществом введен в эксплуатацию трубосварочный цех на Таганрогском заводе. 1897 г. ознаменовался началом работы трубосварочных цехов сразу на двух заводах: на Луганском паровозостроительном и на Никополь-Мариупольском.
В 1900 г. запустили трубоволочильный цех на Ижорском заводе, после чего общий объем производства труб в дореволюционной России достиг 21 тыс.т. Но спрос на трубы постоянно увеличивался и были введены новые мощности по их производству. В 1907 г. начал работать трубосварочный цех на Выксунском заводе. В том же году на Никополь-Мариупольском заводе пущен стан для печной сварки труб большого диаметра. Затем поток инвестиций на освоение трубного производства на два года иссякает, начиная вновь набирать силу в 1909 г. Следует сказать, что в 1907 году российское трубное производство было достаточно отсталым по сравнению с европейским или американским. Цеха, где производились трубы, были слабо механизированы, преобладал ручной труд, эффективность производства оставалась крайне низкой. Для получения необходимого качества продукции трубные заготовки нагревали и пропускали через стан по несколько (2-3, а то и больше) раз. Причем в момент введения в эксплуатацию трубные цеха были достаточно современны, но без модернизации быстро теряли лидирующее положение, так как трубная отрасль в мире очень быстро развивалась.
Так, в середине 1910-х годов в России не было ни одного стана для бесшовной непрерывной прокатки труб, в то время как в Европе и США использовались винтовая прошивка и раскатка на пилигримовом стане и непрерывном стане Фассля. В России первый стан Фассля по производству бесшовных труб появился только в 1911 г. на Екатеринославском заводе. В ходе модернизации здесь также установили редукционный стан, волочильные отделения и помещения для окончательной отделки труб. Накануне Первой мировой войны, в 1913 г., современные станы установили на Нижнеднепровском заводе им. Гантке (пилигримовый стан 2-4 дюйма и станы Бридде 4-6 и 6-12 дюймов), на Ижорском заводе (стан Штифеля 2,5-6 дюймов) и Бежецком заводе (реечный стан до 2 дюймов). В 1914 г. на Харцызском заводе был открыт трубосварочный цех с установкой на нем станов Дикке для сварки труб диаметром 20-48 дюймов.
Открытие новых мощностей по производству бесшовных труб целиком было связано с потребностями промышленности, в особенности котло- и паровозостроения, судостроения и машиностроения, в качественных трубах с совершенно другими характеристиками, нежели у сварных труб.
Открытие новых мощностей по производству бесшовных труб целиком было связано с потребностями промышленности, в особенности котло-и паровозостроения, судостроения и машиностроения, в качественных трубах с совершенно другими характеристиками, нежели у сварных труб.
Первые нефтепроводы России
Как в настоящее время, в 80-х годах 19 века железные трубы потребляла в основном нефтяная промышленность, бурно развивавшаяся. К этому же времени относится строительство первых нефтепроводов России, для которых, конечно, нужны были значительные объемы производства труб, отвечающих высоким требованиям эксплуатации.
В конце XIX – XX в., как и сейчас, нефтепроводы играли важнейшую роль в развитии отечественной трубной промышленности. Трубы, использовавшиеся в первых трубопроводах, в среднем имели диаметр 75-150 мм, толщину стенки 7-8 мм и длину 4,9-6,1 м. Первый нефтепровод длиной 12 км и диаметром 75 мм был построен в 1878 г. от Апшеронского полуострова до нефтеперерабатывающего завода в Черном городе. Трубы для него выписали из Америки, поскольку по качеству, цене и скорости доставки они были вне конкуренции. Лучшие американские заводы в конце XIXв. Выпускали трубы высокого давления для трубопроводов, толщина стенок которых определялась по следующей формуле: Q=0,02D+0.16 дюйма (Q – толщина стенки, D – диаметр трубы). Уже в 1883 г. общая длина нефтепроводов в районе Баку достигала 96 км, увеличившись к 1895 г. до 317 км. В это время в окрестностях Баку существовало 26 нефтепроводов, построенных от нефтяных источников до морских пристаней и керосиновых заводов, расположенных на берегу моря. Практически все эти нефтепроводы были построены из американских материалов и по американским образцам. Длина их была достаточно небольшой и колебалась от 8,5 до 102 км, диаметр труб – от 75 до 150 мм, а производительность – от 0,16 млн до 0,8млн тонн ежегодной перекачки. Для обеспечения герметичности трубы соединялись между собой при помощи резьбовых муфт. Для этого на концы трубы наносилась коническая резьба треугольного профиля. Применяли также соединения труб на стальных фланцах.
Контора А.Ф. Бари, специализировавшаяся на инженерных сооружениях, по отношению к нефтепроводам разной толщины ввела особый сорт американских тонкостенных железных труб Casing, имеющих постоянную толщину, не зависящую от диаметра и составляющую примерно 84 мм для труб диаметром от 76 до 203 мм. Из этих труб, имеющих тонкую резьбу на концах, было построено несколько небольших нефтепроводов.
Важным событием для всего трубопрокатного производства и нефтяной промышленности явилось начало строительства в 1897 г. первого магистрального керосинопровода Баку- Батуми, первый участок которого был введен в действие в 1900 г., а окончательно трубопровод пустили в 1907 г. Он шел вдоль Закавказской железной дороги и имел общую длину 853 км. Первые трубы на участке строительства начали поступать в 1898 г., доставлялись они железнодорожным транспортом, а потом на телегах развозились вдоль всего строительства. Для поощрения роста промышленности Министерство финансов Российской империи выдавало заказы еще не существующим заводам и притом по завышенным ценам, а под эти заказы выделялись авансы для постройки заводов. Трубы по решению правительства изготавливались на российских заводах: Мариупольском, Сосновицком и Екатеринославском. Значительный заказ на трубы для керосинопровода Закавказской железной дороги на 160 км от Министерства финансов получило Никополь-Мариупольское общество, перевезшее из Америки и собравшее в Мариуполе для выполнения одного этого заказа целый трубопрокатный завод. Руководил процессом постройки трубопровода талантливый инженер Н.Л. Щукин, побывавший перед этим в США. Следует сказать, что инженер фактически заложил основы расчета и строительства трубопроводов, а также технических требований к качеству труб, выведших трубопрокатное производство России на принципиально новый уровень.
Не углубляясь в технические новшества трубопровода, скажем лишь о трубах, использовавшихся при его возведении. Еще до начала строительства Н.Л.Щукин подготовил жесткую регламентацию качества труб и их типоразмеров. Так, наружный диаметр мог быть увеличен лишь на 1,5 % от заданных типоразмеров, внутренний – на 1 %, а овальность допускалось не более 2 мм. Перед прокладкой трубы испытывались с рабочим давлением 12 Мпа. Длина трубы составляла 5,33м, ее внутренний диаметр – 204мм, толщина стенки – 8мм. Внутренний диаметр был рассчитан по уравнению расхода исходя из средней плотности керосина 820кг/м3 и рекомендуемой скорости течения 1,5 м/с. Толщину стенки рассчитали по упрощенному методу при принятом рабочем давлении керосина 4,4-5,2 Мпа исходя из условий действия на нее радикальных сил при допустимом напряжении на растяжение металла 74,5 Мпа. Нефтепроводы в США в это время работали при таком давлении, чтобы напряжение в трубах составляло 250-300 пудов (4-4,8 т) на 2 дюйма (примерно 26см2). Трубы диаметром 150 мм при толщине стенки 7мм подвергаются рабочему давлению 2770 пудов (4,32 т) на 1 дюйм (6,45 см2). При этом в отечественных нефтепроводах напряжение материала стенок не превышало 200 пудов (3,2 т).
По способу изготовления трубы являлись сварными со швом внакладку. Они обладали большей прочностью, чем трубы, сваренные встык. Интересно, что антикоррозийной изоляцией служил свинцовый сурик на олифе.
После керосинопровода Баку – Батуми был построен еще ряд нефтепроводов, общая их длина к 1914 г. достигала 1147 км. В 1910-1911 гг. сооружаются следующие нефтепроводы: Туха (Майкоп) –Краснодар из труб диаметром 190 и 250 мм, Доссор – Ракуша (120 км), Ракуша – Море (34км), к 1914 г. завершено строительство нефтепровода Грозный – Петровск (Махачкала) длиной 162 км из труб диаметром 200 мм.
Во время Первой мировой войны трубное производство в России, в том числе для нужд нефтяной промышленности, фактически прекратилось в связи с переходом заводов на производство военной продукции и возобновлено только в середине 1920-х годов, когда трубная отрасль России вступила в совершенно иной этап развития.
Автор: Антон Акимов
Купить тепловую изоляцию для сварных труб: info@tsmos.ru
+7 (495) 223-01-07, +7 (495) 510-17-70Это может быть интересно:
ООО ГК "ТЕПЛОСИЛА" - вместе с Вами с 2005 года!


